

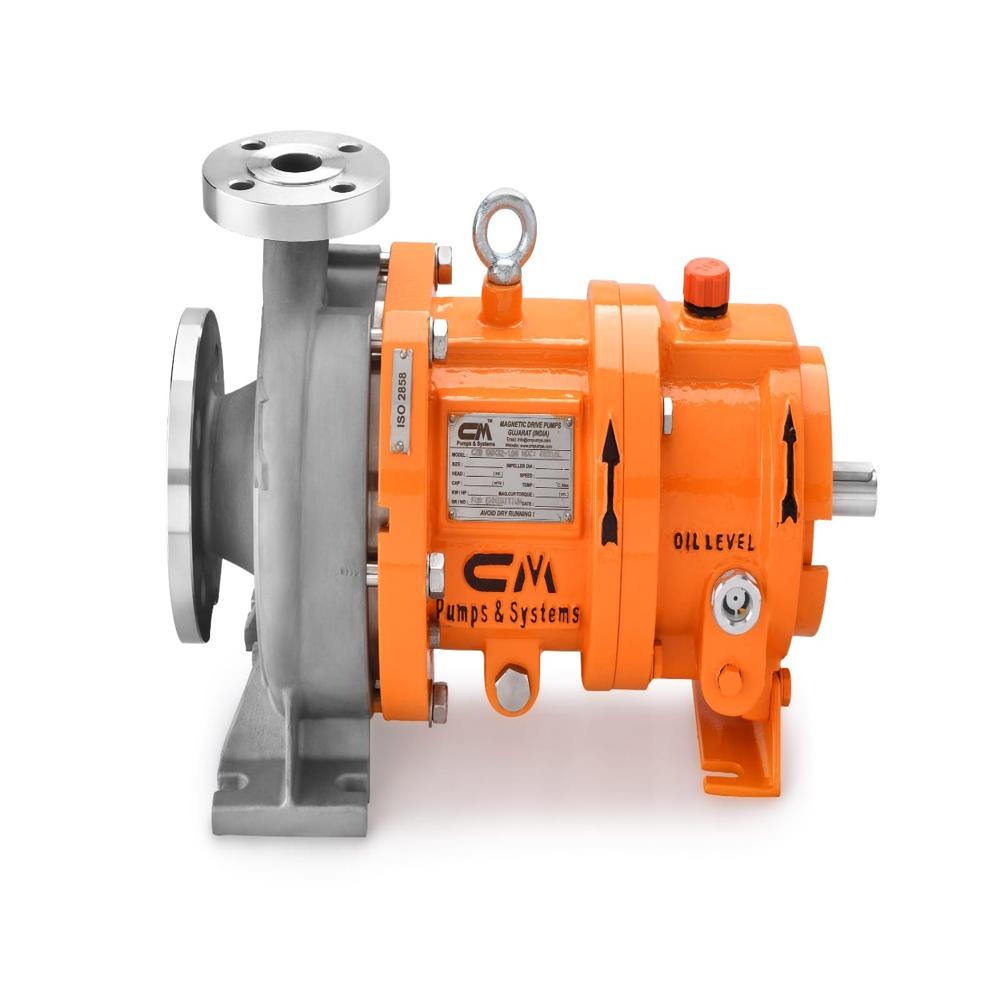







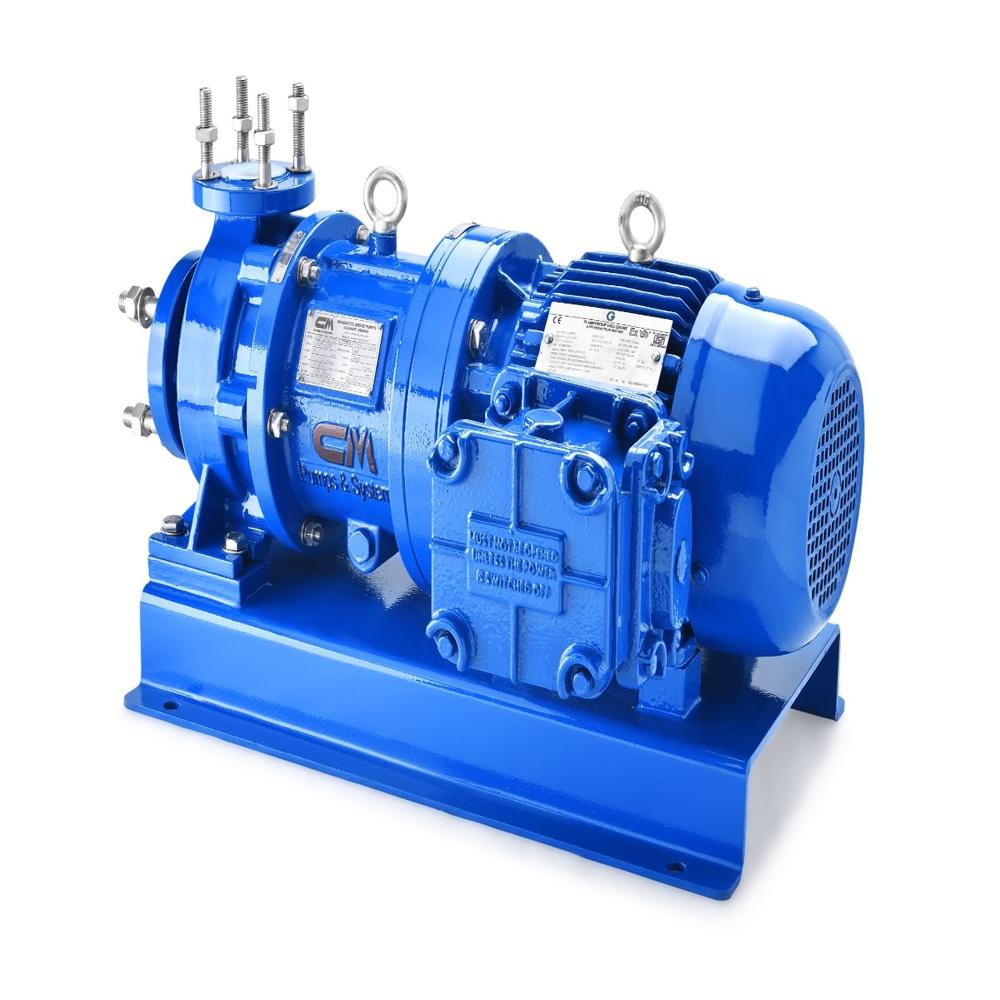
सीलेस मैग्नेटिक ड्राइव केमिकल प्रोसेस क्लोज कपल पंप
150000.0 आईएनआर/टुकड़ा
उत्पाद विवरण:
- फ्लो रेट अधिकतम.
- फ़्रिक्वेंसी हर्ट्ज (एचजेड)
- उपयोग फार्मास्युटिकल उद्योग, रसायन उद्योग
- मटेरियल स्टेनलेस स्टील
- प्रॉडक्ट टाइप युग्मित पंप बंद करें
- स्टैण्डर्ड दीन एन आईएसओ 2858
- सक्शन टाइप बाढ़ सक्शन
- आपूर्ति की योग्यता : 50 टुकड़ा पà¥à¤°à¤¤à¤¿ महà¥à¤¨à¥
- अधिक देखने के लिए क्लिक करें
X
सीलेस मैग्नेटिक ड्राइव केमिकल प्रोसेस क्लोज कपल पंप मूल्य और मात्रा
- टुकड़ा/टुकड़े
- 1
- टुकड़ा/टुकड़े
सीलेस मैग्नेटिक ड्राइव केमिकल प्रोसेस क्लोज कपल पंप उत्पाद की विशेषताएं
- फार्मास्युटिकल उद्योग, रसायन उद्योग
- युग्मित पंप बंद करें
- स्टेनलेस स्टील
- बाढ़ सक्शन
- दीन एन आईएसओ 2858
- अधिकतम.
- हर्ट्ज (एचजेड)
सीलेस मैग्नेटिक ड्राइव केमिकल प्रोसेस क्लोज कपल पंप व्यापार सूचना
- 50 प्रति महीने
- 30 दिन
उत्पाद वर्णन
विभिन्न प्रकार के पंप प्रदाताओं की पहली पसंद बनता जा रहा है, यह सीललेस मैग्नेटिक ड्राइव केमिकल प्रोसेस क्लोज कपल्ड पंप जो आवश्यक धातुओं और उच्च ग्रेड कच्चे का उपयोग करके निर्मित होता है
Tell us about your requirement

Price: Â
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
मोबाइल number
Email

सीजेड सीरीज पंप अन्य उत्पाद

सीएम पंप्स एंड सिस्टम्स प्राइवेट लिमिटेड
GST : 24AAGCC3623A1ZD
सम्पर्क करने का विवरण
- प्लॉट नंबर 191/192, जीआईडीसी, ताल। सिद्धपुर - 384151, गुजरात, भारत
- फ़ोन :08045800050
- जुबेर चारोलिया जी (निदेशक)
- मोबाइल :08045800050
- जांच भेजें
- Factory :
Survey No. 257/1, Plot no. 36 & 37 ,Khali Char Rasta, Near Meena Hotel, Khali, Tal. Siddhpur, Dist. Patan - 384151. Gujrat (INDIA)
|

CM PUMPS AND SYSTEMS PRIVATE LIMITED
सर्वाधिकार सुरक्षित.(उपयोग की शर्तें)
इन्फोकॉम नेटवर्क प्राइवेट लिमिटेड . द्वारा विकसित एवं प्रबंधित
इन्फोकॉम नेटवर्क प्राइवेट लिमिटेड . द्वारा विकसित एवं प्रबंधित
